
您好!欢迎光临辽阳中盛机械制造有限公司官方网站!
版权所有:辽阳中盛机械制造有限公司 辽ICP备11012829号 网站建设:中企动力沈阳
底部导航和二维码
焊缝余高到底怎么样才最好?是越高越好吗?
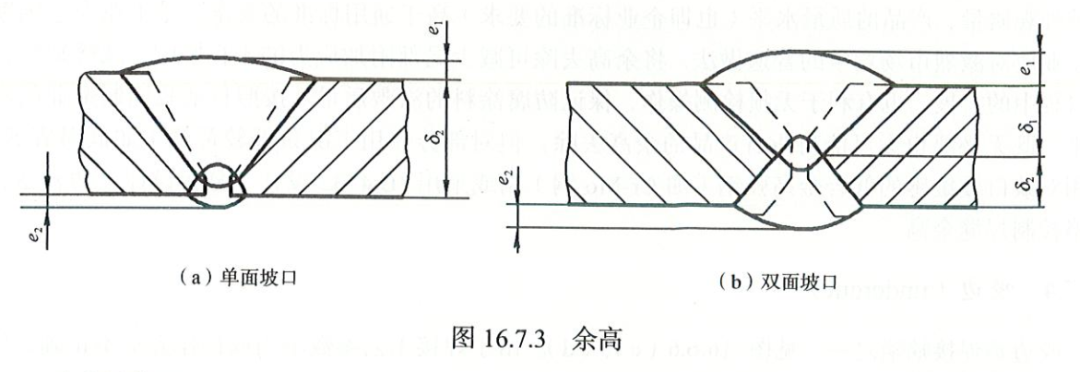
定义:下图ei1与e2部分即为余高。余高既是焊接工艺的需要,又对容器的安全运行,尤其是疲劳寿命产生一定的影响。
作用:压力容器的焊接多为多道焊(如手工焊、自动焊),后焊的焊道相当于对前一焊道起到保温、缓冷与回火的作用,对前一焊道晶粒进行细化。余高相当于对最外一层强度焊道起到了保温、缓冷与回火的作用,因此余高是焊接工艺的需要。
危害:
接头焊好后,余高的工艺作用即完成,此后余高的存在将对容器的运行安全产生某些不利的影响。曾经日本人做了两组试验容器,一组焊后把余高修磨掉,使焊缝与母材表面齐平一致,称为去除余高组;
另一组焊好后未做任何处理,称为保留余高组。这两组容器在同样工况条件下进行压力疲劳试验,以比较其疲劳寿命。试验结果表明,保留余高组的容器先坏,两组的平均疲劳寿命相差2.1倍~2.5倍。
我国曾进行过三层热套模拟容器的压力疲劳试验。该试验容器内径350mm,每层由厚6mm的15MnVR钢板卷焊而成。该容器由于内径较小,焊完后焊缝表面未加处理,只因测定应力粘贴电阻应变片的需要,而将内表面纵焊缝的一段修磨了。
该容器经压力疲劳试验后泄漏,将其解剖并进行磁粉检测,发现在内层筒内、外表面纵焊缝一侧的熔合线均有磁痕显示,说明该层纵焊缝已裂穿,而唯独修磨处完好无损,内、外表面均无磁粉堆积。
疲劳破坏一般要经历三个过程:生核(即产生疲劳裂纹源),疲劳裂纹的扩展和断裂。焊缝表面难免会存在某些缺陷,如咬边、裂纹、夹杂、未焊满等,这些焊接缺陷都可能成为疲劳裂纹源。
此外,余高的存在破坏了焊缝表面几何形状的连续性,会因外形突变产生附加弯矩,造成较高的局部应力,这些因焊接缺陷而形成的裂纹源,将在局部应力作用下加速扩展直至断裂。
如果焊后采用修磨等方法将余高去除,不仅使焊缝外观与母材保持一致,消除了产生局部应力的根源,同时消除了焊缝表面可能存在的各种焊接缺陷,因而要经过漫长的生核和缓慢的扩展过程,才可能产生疲劳断裂。
要求:由于余高的存在将缩短容器的疲劳寿命,因此,国内、外标准均规定,凡需疲劳分析设计的容器均应将余高去除,使焊缝表面与母材表面保持齐平一致。
对无需疲劳分析设计的容器,国内、外绝大多数标准均允许一定量的余高存在(这一允许量一般以不影响无损检测操作为准),只有日本劳动省的标准《压力容器构造规范)规定应将余高去除,使焊缝表面与母材表面齐平,否则应降低焊接接头系数。